The Problem: Welding T2219 Aluminum as per AMS2680
A customer recently came to us with a particular problem: they needed a precision weld on a gas bottle that would be used on helicopters to extend the landing gear in an emergency situation. The bottle had to be light yet maintain a fairly high gas pressure. The ideal alloy for the application was T2219 aluminum because of its light weight and high strength. But given the highly varying fatigue loads the part would undergo, the only acceptable joining process was electron beam welding as per AMS2680. The problem was that T2219 aluminum is porosity prone when welded, and porosity is not allowed under AMS2680.
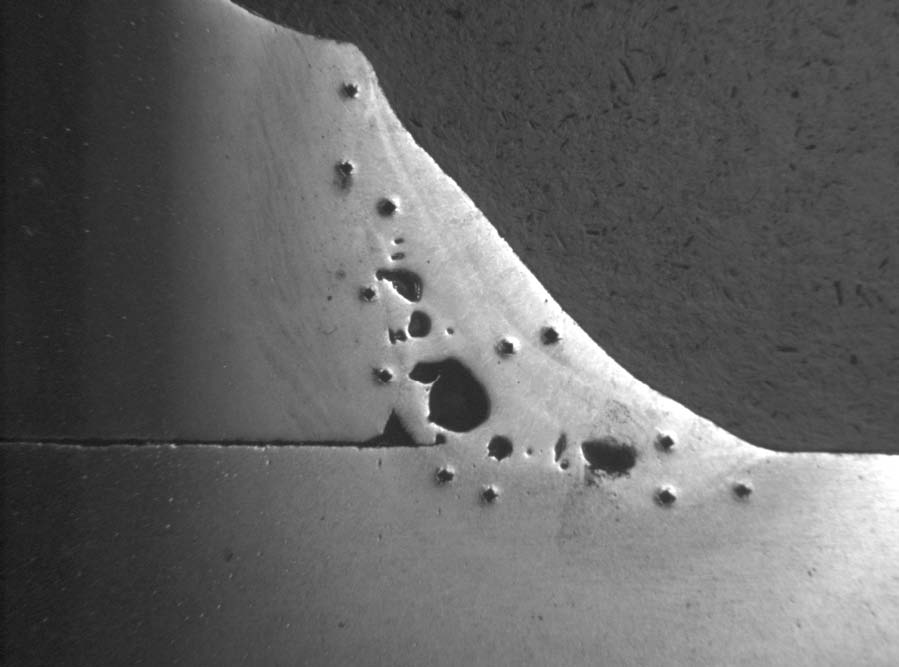
About Porosity
Porosity is the tendency for a material to trap gas bubbles in it as it melts and cools, and this results in a weld that is weak and unreliable — exactly what you never want in a life critical aerospace application.
Electron beam welding typically utilizes a keyhole type weld. The electrons from the EB welder superheat the material causing it to vaporize, forming a hole, which is called a “keyhole.” The power and focus of the beam essentially melt this keyhole to a certain depth. The welding process moves the keyhole across the joint, melting fresh material on its leading edge while the trailing edge cools, thus forming the weld. As the keyhole moves it can collapse in on itself, trapping gases, which results in gas bubbles in the material — porosity. The width of the keyhole can also cause materials to fall in more readily. Usually, controlling the welding feed rate, the focus of the beam and the amount of power involved solve porosity problems.
But T2219 aluminum has three material properties that make it very challenging to weld. First, the material has a relatively high thermal conductivity, so heat applied to the area of the joint will spread quickly into the surrounding area. Second, T2219 has a relatively low melting point, so any extra heat in the surrounding area tends to melt the material and cause the part to deform or disintegrate. Finally, melted aluminum has a relatively low viscosity such that the keyhole is prone to collapse. This all adds up to make T2219 a very porosity prone alloy and basically difficult to weld properly.
Normally, the electron beam weld parameters can be adjusted to compensate the quirks of the material, but AMS2680 is very specific and stringent.
About AMS2680
Aerospace Material Specification 2680 was created to control the electron beam welding process utilized for fatigue critical applications such as gas bottles used in aerospace applications. The overall use of the document is described as follows:
“This specification defines the procedures and requirements for joining metals and alloys using the electron beam welding process…. These procedures are used typically for high quality, electron beam welding of aerospace components, the failure of which could cause loss of the aerospace vehicle or one of its major components, loss of control, or significant injury to occupants of a manned aerospace vehicle, but usage is not limited to such applications.”
AMS2680 has many specific requirements for joint preparation, cleaning, EB weld processing in vacuum, operator training, machine calibration, and part inspection to name a few. By a few requirements of the specification make this application particularly challenging. The part had to have a full penetration weld that was X-Ray inspected to assure the existence of any porosity did not exceed the limits defined in the specification.
The reason for a full penetration weld and no porosity has to do with stress concentration in a part subjected to varying loads. The loads on the walls of a gas bottle constantly vary as it undergoes pressurization and depressurization. Internal pressure causes the walls to flex with stresses being distributed evenly across the cross section of the material. However, a partial penetration weld, or pores left behind from a low quality weld, causes the stresses to concentrate in these areas. The stress concentration load can easily be higher than the material’s strength causing cracks. Combined with the varying load, the cracks would eventually open and the part would fail in a catastrophic manner, possibly causing loss of life.
Can the problem be solved by using less power? No: AMS2680 calls for a full penetration weld, so high power is required to achieve the desired penetration. Can the feed rate be increased or decreased? No: fast feed rates cause the keyhole to collapse in, creating porosity, and slow feed rates lead to too much energy flowing into the surround material, resulting in a very large area of melt which deforms the entire part.
The EB Industries Solution
There were a number of elements involved in solving this particular welding challenge. As part of our standard operating procedure, we optimized the focus, power and feed rate of our EB welder. A little bit of drift in any parameter can cause problems, but our machines are tightly maintained and fully computer controlled: any weld we do is highly accurate and repeatable.
The key trick is adding a copper heat sink around the part in the area of the weld. The heat sink allowed us to put a significant amount of energy directly into the area of the weld to achieve full penetration as per AMS2680. Outside of the weld area, the heat sink bleeds off the excess heat, minimizing the chance of deforming the gas bottle. The result is full penetration weld with a keyhole that closes up quickly enough to prevent any porosity in the joint.
Actually, the result is T2219 welded to AMS2680, a highly reliable gas bottle, and a very happy customer.
